



VOCs Treatment Method: Adsorption-Desorption & Catalytic Combustion
1. Characteristics and Current Status of VOC Emissions from Domestic Industries
VOC-laden waste gases generated by domestic industries typically exhibit either: High air volume (≥20,000 m³/h) with low concentration (≤300 mg/m³), or Low air volume (<5,000 m³/h) with high concentration (≥3,000 mg/m³). These waste streams contain complex compositions, commonly including benzene, toluene, xylene, phenylacetone, styrene, propylene glycol methyl ether acetate, methyl ethyl ketone, acetone, butanone, methanol, ethanol, ethylene glycol, n-butanol, n-hexane, acetic acid, ethyl acetate, butyl acetate, etc.
Note: Treatment of low-volume, high-concentration VOC streams typically employs activated carbon adsorption-desorption with condensation recovery – a well-established approach not detailed here.
For high-volume, low-concentration VOC emissions, the conventional solution has been activated carbon adsorption (with solid waste disposal upon saturation). While this offers low energy consumption during operation, it incurs significant costs for carbon replacement and solid waste handling. To address these limitations, regenerable adsorption media have been developed, leading to combined processes such as: Activated carbon adsorption concentration + desorption-regenerative catalytic combustion. Zeolite rotor adsorption concentration + regenerative thermal oxidation. Zeolite rotor adsorption concentration + regenerative catalytic combustion. Given the high capital and operating costs of zeolite rotor systems, activated carbon adsorption concentration + desorption-regenerative catalytic combustion remains the predominant technology in the market.
2. Limitations of Activated Carbon Adsorption + Desorption-Regenerative Catalytic Combustion
When conventional activated carbon is used as the adsorption medium, the desorption temperature must not exceed 120°C due to fire hazards. Above this threshold, the carbon can ignite, potentially triggering combustion of flammable components in the waste gas and causing catastrophic incidents. Consequently, the industry typically sets desorption temperatures between 80-100°C. However, under these conditions, high-boiling-point VOC molecules cannot be fully desorbed from the carbon’s microporous structure. This leads to: Pore blockage in the activated carbon. Progressive decline in adsorption capacity. Eventual deactivation of the carbon. Non-compliant emissions.
These limitations expose the impracticality of claims regarding “fully reusable activated carbon” in such systems. The industry’s current priority is to develop new processes capable of effectively treating high-volume, low-concentration, high-boiling-point VOCs – addressing the shortcomings of existing technologies while achieving complete desorption, media reuse, and compliance.
Appendix: Boiling Point Reference Table for Selected VOC Gases
| Waste Gas Composition | Boiling Point (°C) | Waste Gas Composition | Boiling Point (°C) | Waste Gas Composition | Boiling Point (°C) |
|---|---|---|---|---|---|
| Benzene | 80.1 | Methanol | 64.7 | Acetone | 56.2 |
| Toluene | 110.4 | Ethanol | 78 | Butanone | 79.6 |
| p-Xylene | 138.35 | Ethylene Glycol | 197.3 | Acetic Acid | 117.9 |
| o-Xylene | 144.42 | n-Butanol | 118 | Ethyl Acetate | 77.2 |
| m-Xylene | 139.1 | Styrene | 146 | Butyl Acetate | 126.5 |
| Mixed Xylene | 136.19 | Phenylpropene | 218 | n-Hexane | 69 |
| Propylene Glycol Methyl Ether Acetate | 149 | Methyl Ethyl Ketone | 79.6 |
As evidenced by the table above, the boiling points of most VOCs generated during industrial production processes exceed 100°C. If using activated carbon adsorption + desorption-regenerative catalytic combustion equipment to treat such waste gases, only a small portion can be desorbed at temperatures below 100°C. Furthermore, considering the diverse and complex nature of waste gases generated in industrial production, the total volume of harmful gases released during the desorption of saturated activated carbon is less than 30%.
We conducted statistics on the usage of activated carbon adsorption + desorption-regenerative catalytic combustion equipment at a company in Ningbo. This company’s waste gas treatment system utilizes an online adsorption-desorption catalytic combustion process, with a total carbon loading capacity of 17 m³. While the exhaust gas met emission standards initially upon system startup, the adsorption efficiency of the activated carbon dropped to only 60% after one week of operation, and further declined to only 20% after one month. The activated carbon was essentially depleted after desorption.
3. Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion
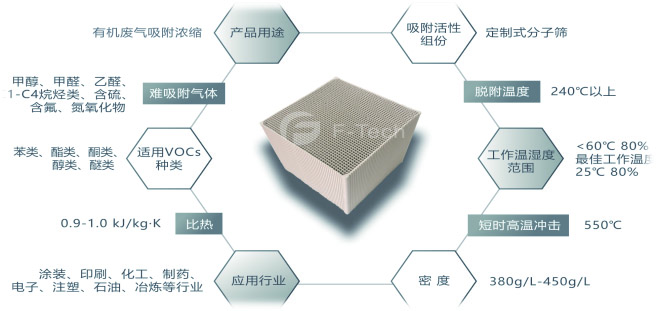
Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion is a novel VOCs waste gas treatment process independently developed by our company. It is a new combined process integrating Zeolite Molecular Sieve Adsorption Concentration + Desorption-Regenerative Thermal Oxidation and Activated Carbon Adsorption Concentration + Desorption-Regenerative Catalytic Combustion technologies, developed by leveraging the advantages and addressing the disadvantages of both. The purification system consists of a honeycomb molecular sieve, a catalytic oxidation bed, a fan, a heat exchanger, and a PLC automated control system. This combined technology utilizes the adsorption and concentration properties of the honeycomb molecular sieve to convert high-volume, low-concentration organic waste gas into a low-volume, high-concentration stream. This high-concentrate gas is then catalytically oxidized and decomposed into inorganic components like CO₂ and H₂O at a relatively low temperature within the RCO (Regenerative Catalytic Oxidizer) bed.
The use of honeycomb molecular sieve as the adsorption and concentration medium aims to provide a catalytic combustion system that utilizes molecular sieves for treating high-boiling-point organic waste gases, thereby effectively addressing the shortcomings of existing technologies. During the desorption regeneration stage, high-temperature desorption can be achieved, with the desorption temperature controllable between 180-220°C and the regeneration temperature controllable between 350-380°C. At these desorption and regeneration temperatures, high-boiling-point volatile organic compounds are completely desorbed from the molecular sieve and enter the catalytic combustion system for catalytic oxidation treatment, achieving compliant emissions.
Overview of Honeycomb Molecular Sieve Adsorption Material
1. What is an Adsorption Material?
Adsorption materials, also known as adsorbents, are solid substances capable of effectively adsorbing certain components from gases or liquids. Adsorbents should possess a large specific surface area, a suitable pore structure, and surface structure; exhibit strong adsorption capacity for the adsorbate (VOCs); and not undergo chemical reactions with the adsorbate (VOCs) or the medium. Common adsorption materials include: activated carbon, silica gel, alumina, molecular sieves, and natural clay. They can be used for VOCs adsorption, gas masks, water purification, etc.
2. What is a Molecular Sieve?
Molecular sieves are substances with uniform micropores whose pore sizes are comparable to the size of general molecules. Molecular sieves have very wide applications and can be used as highly efficient desiccants, selective adsorbents, catalysts, and ion exchangers. However, the cost of synthesizing molecular sieves using chemical raw materials is high. Commonly used molecular sieves are crystalline silicates or aluminosilicates. They form a system of pores and cavities of molecular dimensions (typically 0.3~2 nm) through the linkage of silicon-oxygen tetrahedra or aluminum-oxygen tetrahedra via oxygen bridges. They possess the ability to sieve fluid molecules based on size and shape differences, as only molecules smaller than the pore size can enter the cavities.
Structural Functions of Honeycomb Molecular Sieve Adsorption Material
1. Adsorption Function
The adsorption capacity of molecular sieves originates from physical adsorption (van der Waals forces). The interior of their crystal cavities exhibits strong polarity and Coulombic fields, demonstrating potent adsorption capabilities for polar molecules (like water) and unsaturated molecules.
2. Sieving Function
The pore size distribution of molecular sieves is very uniform. Only substances with molecular diameters smaller than the pore diameter can enter the internal cavities of the molecular sieve crystals. They distinguish between molecules of different substances based on adsorption priority order and size, hence the figurative name “molecular sieve”.
3. Structure
The resulting proteoglycan polymer twists and coils, forming a porous, sieve-like structure referred to as a molecular sieve. The molecular sieve only allows substances smaller than its micropores to pass through, acting as a barrier to larger molecules, bacteria, and other harmful substances. This makes the matrix a defensive barrier limiting the diffusion of bacteria and other detrimental materials.
Parameters of Honeycomb Molecular Sieve Adsorption Material
Main Parameters of Molecular Sieve Adsorption Material
Saturation Adsorption Capacity: Adsorption capacity is the amount of adsorbate (VOC) adsorbed per unit weight of adsorbent when saturation is reached, measured in mg/g. Different VOCs, due to varying chemical properties and boiling points, can have significantly different saturation adsorption capacities, which can be measured using adsorption isotherms.
Compared to other adsorbents, molecular sieves exhibit excellent adsorption performance. Compared to similar adsorption materials, they maintain high adsorption capacity even at relatively high temperatures.
Adsorption Capacity Table & Precautions
| VOC Name | Adsorption Capacity (mg/g) | VOC Name | Adsorption Capacity (mg/g) | VOC Name | Adsorption Capacity (mg/g) |
|---|---|---|---|---|---|
| Ethanol | 8.4 | Toluene | 9 | Butanone (MEK) | 8.6 |
| Isopropanol (IPA) | 8.6 | Xylene | 10.62 | Butyl Acetate | 14.9 |
| Ethylene Glycol Monoethyl Ether | 10.8 | Methyl Tert-Butyl Ether (MTBE) | 7.7 | Propylene Glycol Methyl Ether Acetate | 14.9 |
| Styrene | 9.5 | Acetone | 7.2 | Petroleum Ether | 9.2 |
1. Test Conditions: 1000 mg/m³, flow velocity 0.8 m/s
2. Substances Containing Easily Polymerizable Compounds (olefins, styrene, polymer resins (UV spray)) and high-boiling-point solvents (>200°C) require regular high-temperature regeneration (regeneration process: 450°C, 4h).
3. Installation of Zeolite Adsorption Chamber: Ensure proper thermal insulation; internal insulation is recommended.
4. Post-Desorption Requirement: The system requires cooling before reuse after desorption is completed.
5. Saturated Steam: Requires cooling and dehumidification treatment.
Safety Performance of Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion
Lower Explosion Limits and Adiabatic Temperature Rise for Common VOCs Combustion
Combustion technology is currently the mainstream technology for treating VOCs, including catalytic combustion, thermal combustion, regenerative catalytic combustion (RCO), regenerative thermal oxidation (RTO), and concentrator-catalytic combustion. The fundamental principle of combustion technology is the oxidation reaction of VOCs at high temperatures; the essence of the oxidation reaction is a combustion reaction, which is exothermic. The heat released during the combustion of VOC waste gases depends on the type and concentration of the VOCs. Furthermore, from a safety perspective, it is necessary here to understand the safe operating concentration for VOCs combustion. Understanding the temperature rise during combustion and the Lower Explosive Limit (LEL) of combustible gases is crucial for improving the safety of catalytic combustion technology.
1. Lower Explosion Limit (LEL) of VOC Waste Gases
The minimum concentration of a flammable gas in air that can cause an explosion upon encountering an ignition source is called the Lower Explosion Limit (LEL). When the concentration of a flammable gas in the air reaches its LEL value, we refer to the explosion hazard level in that environment as 100% LEL. To ensure the safety of the VOCs combustion treatment process, the concentration of VOCs must be controlled below 25% of the LEL of the respective organic compound. The LEL concentration of a flammable gas is related to its initial temperature. When the initial temperature of the flammable gas increases, the LEL concentration decreases. When the gas temperature reaches 600K (327°C), the LEL concentration is about 75% of that at room temperature. This shows that increasing temperature leads to a significant decrease in the LEL concentration. Additionally, most industrial processes involve mixed VOCs, which also introduces uncertainty regarding the LEL concentration of the mixture. Therefore, in practice, the concentration must be controlled below 25% of the LEL.
2. Adiabatic Temperature Rise during Combustion of VOC Waste Gases
The combustion of VOCs is a highly exothermic reaction, and the heat release causes the gas temperature to rise. When using catalytic combustion technology to treat VOCs, under normal equipment and catalyst conditions, the change in gas temperature (temperature rise) across the catalyst reflects the change in VOCs concentration. For example, the adiabatic temperature rise for the complete combustion of 1000 mg/m³ toluene is 31.95°C. If during actual operation, the temperature rise reaches 320°C, then the toluene concentration is approximately 10,000 mg/m³, which has reached 25% of the LEL for toluene. At this point, it is highly unsafe, and the toluene concentration must be reduced promptly. In the desorption process of the Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion system, the change in VOCs concentration can be monitored by the temperature rise across the catalyst bed.
Adiabatic Temperature Rise for Complete Combustion of Selected VOCs at 1000 mg/m³ would be placed here
| VOCs | Adiabatic Temp. Rise (°C) | VOCs | Adiabatic Temp. Rise (°C) |
|---|---|---|---|
| Benzene | 31.45 | Styrene | 31.63 |
| Toluene | 31.95 | n-Hexane | 36.32 |
| Ethyl Acetate | 19.22 | Acetic Acid | 10.95 |
| Acetone | 23.18 | Butanone (MEK) | 25.49 |
| n-Butanol | 27.14 | Ethanol | 22.33 |
Safety Performance of Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion Equipment
The molecular sieve adsorption material itself is non-combustible and can be used safely in environments up to 600°C. Hydrophobic products can operate stably even under high humidity conditions (e.g., 30°C, 90% RH). Therefore, it eliminates the risk present with activated carbon, where desorption can easily produce open flames that ignite combustible substances in the waste gas.
The desorption temperature is set between 180-220°C, and the regeneration temperature is set between 350-380°C. These temperatures are within the combustion temperature range of the flammable substances in the waste gas but are controlled to prevent spontaneous ignition of the flammable gases.
Through a series of concentration and temperature detection instruments and online monitoring systems, the waste gas concentration is controlled below 25% of the LEL, mitigating the explosion risk associated with RTO/RCO systems under fluctuating concentration conditions.
Process Flow of Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion Equipment in the Coating Industry
Adsorption of Waste Gas
When treating organic waste gas using the Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion (RCO) method, the paint spray booth exhaust must first pass through a series of high-efficiency filtration devices to remove over 98% of the dust and paint mist. Only then can the exhaust gas enter the zeolite molecular sieve for concentration, desorption, and regeneration. Therefore, the waste gas adsorption process from a paint spray booth involves: collection at the spray booth, followed by pretreatment through a cyclonic scrubber, alkaline scrubber, demister, and primary/medium-efficiency filters, before finally entering the molecular sieve for adsorption, after which the cleaned gas is discharged.
Desorption of Waste Gas
Using molecular sieve as the adsorption and concentration medium enables high-temperature desorption during the regeneration stage. The desorption temperature can be controlled between 200-380°C. At this desorption temperature, high-boiling-point volatile organic compounds are concentrated and desorbed from the zeolite molecular sieve and enter the catalytic combustion system for combined catalytic oxidation treatment, achieving compliant emissions.
Organic waste gas (VOCs) from painting primarily originates from the evaporation of organic solvents and thinners during the painting process. The Honeycomb Molecular Sieve Adsorption Concentration + Desorption-Regenerative Catalytic Combustion method is a novel combined process integrating zeolite molecular sieve and regenerative catalytic combustion technologies, derived from the combination of zeolite rotor and activated carbon adsorption-desorption catalytic combustion. The purification system consists of the molecular sieve, catalytic oxidizer, fan, heat exchanger, PLC automated control system, etc. This combined technology utilizes the adsorption properties of the molecular sieve carrier to concentrate VOCs, converting high-volume, low-concentration organic waste gas into a low-volume, high-concentration stream. This high-concentration stream is then catalytically oxidized and decomposed into inorganic components like CO₂ and H₂O at a relatively low temperature within the RCO regenerative catalytic oxidizer.
1. After passing through the high-efficiency filtration system, the waste gas is directed to the molecular sieve for adsorption and concentration. During adsorption, the VOCs in the exhaust are trapped by the molecular sieve. The remaining gas, which was not adsorbed, is driven by the adsorption fan and discharged directly into the stack, meeting emission standards.
2. When the saturation level of the molecular sieve reaches approximately 70%, the desorption cycle initiates (this can also be designed as manual desorption). The high-concentration VOCs adsorbed on the molecular sieve are desorbed and concentrated using high temperature (desorption temperature above 200°C; concentration factor typically 5 to 25 times). The desorbed gas, driven by the desorption fan, enters the RCO catalytic oxidizer. Inside the RCO, the gas is heated to 250-300°C and undergoes flameless combustion in the presence of the catalyst, where the organic waste gas is oxidized and decomposed into CO₂ and H₂O, achieving purification. The resulting clean gas is then discharged into the atmosphere through the stack.
Project Portfolio:
-

Guoen Group Plastic Waste Gas
-

XierMei Kitchenware